
 Поиск
Поиск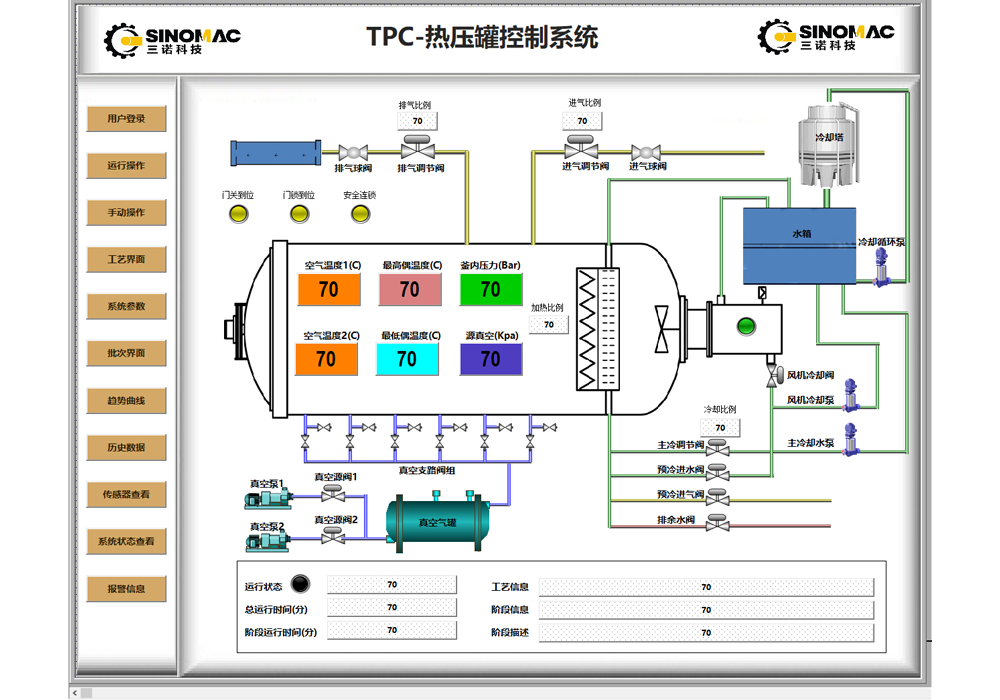
Описание продукции
Программное обеспечение TPC — это система управления для отверждения композитных материалов в автоклавах, разработанная на платформе Microsoft Windows. Она создана компанией SINOMAC на основе лучших практик отечественных и зарубежных систем управления и пользуется большой популярностью у клиентов.
Система поддерживает авторизацию пользователей, выбор датчиков, задание, вызов, сохранение и печать технологических кривых отверждения, автоматическое и ручное управление процессом, мониторинг, регистрацию, сохранение и печать данных в реальном времени, сигнализацию, анализ качества и формирование отчетов.
Система TPC ежегодно обновляется для соответствия меняющимся требованиям композитной отрасли. Она надежна, функциональна и является надежным решением для клиентов.
Introduction
Программное обеспечение TPC — это система управления на платформе Microsoft Windows, предназначенная для отверждения композитных материалов в автоклавах. Она разработана компанией SINOMAC на основе лучших практик отечественных и зарубежных систем управления и пользуется большой популярностью у клиентов.Система поддерживает авторизацию пользователей, выбор датчиков, задание, вызов, сохранение и печать технологических кривых отверждения, автоматическое и ручное управление процессом, мониторинг, регистрацию, сохранение и печать данных в реальном времени, сигнализацию, анализ качества и формирование отчетов.Система управления TPC ежегодно обновляется для соответствия постоянно меняющимся требованиям композитной отрасли. Она надежна, функциональна и является надежным решением для клиентов.
Программное обеспечение TPC — это система управления на платформе Microsoft Windows, предназначенная для отверждения композитных материалов в автоклавах. Она разработана компанией SINOMAC на основе лучших практик отечественных и зарубежных систем управления и пользуется большой популярностью у клиентов.Система поддерживает авторизацию пользователей, выбор датчиков, задание, вызов, сохранение и печать технологических кривых отверждения, автоматическое и ручное управление процессом, мониторинг, регистрацию, сохранение и печать данных в реальном времени, сигнализацию, анализ качества и формирование отчетов.Система управления TPC ежегодно обновляется для соответствия постоянно меняющимся требованиям композитной отрасли. Она надежна, функциональна и является надежным решением для клиентов.
1.Экран входа в системуВход в систему защищен паролем. Для безопасного входа оператор должен ввести имя пользователя и пароль.

2.Главный экран
В центре отображаются данные в реальном времени: показания датчиков, состояние затвора и клапанов, информация о текущем технологическом процессе.
Левое меню позволяет перейти к различным функциональным интерфейсам.

3.Интерфейс автоматического запуска
Основной центр автоматического управления.
Контроль состояния работы, выполнение подготовки перед запуском, запуск процесса в один клик.
Предусмотрена функция ручного вмешательства (пауза, переход к следующему этапу, завершение).

4. Интерфейс ручного запуска
Предназначен для наладки и специальных технологических процессов.
После активации ручного режима возможно независимое управление всеми компонентами (нагрев, вакуум, давление и др.).
Встроенные безопасные блокировки обеспечивают безопасность операций.

5.Интерфейс технологического процесса
Создание, редактирование и сохранение технологических рецептов.
Задание параметров на каждом этапе (температура, давление, время и др.) и передача контроллеру.
Принудительный заключительный этап «Завершение» для обеспечения безопасности.

6.Параметры системы
Калибровка датчиков и установка параметров безопасности.
Управление функциями защиты и инициализация системы.

7.Интерфейс партий
Настройка источника вакуума и привязка датчиков для каждой производственной партии.

8.Графики тенденций
Отображение данных в визуальном виде.
Просмотр графиков в реальном времени (за 1 час) и исторических графиков за произвольный период.

9.Исторические данные
Поиск исторических записей работы по времени.
Поддерживается экспорт данных (формат CSV) и печать.

10.Просмотр датчиков
Центральный просмотр показаний всех основных датчиков в реальном времени.

11.Окно отчетности
Центр отчетности — это основной модуль системы для формирования и анализа исторических отчетов о работе. Пользователь может перейти в данный интерфейс, нажав кнопку «Центр отчетности» в левой части главного экрана.

Эффективное управление жизненным циклом партий
Вы можете легко создавать, выбирать и управлять всеми производственными партиями на левой панели.
Список «Содержимое партии» в реальном времени отображает все детали в текущей партии, статус виден сразу, поддерживается быстрая корректировка.
Гибкая конфигурация деталей и партий
Быстрый выбор необходимых позиций из встроенной базы данных деталей/форм.
С помощью кнопок добавления и удаления легко формировать или корректировать состав партии.
Для каждой детали можно задать режим обработки «составная деталь» или «отдельная деталь», прикрепить файлы и примечания для удовлетворения сложных технологических требований.
Единая база данных ресурсов и оперативное обслуживание
Встроенная мощная база данных деталей и форм является центральным хранилищем всех производственных ресурсов.
С помощью функции «Редактировать базу данных деталей» можно напрямую в интерфейсе выполнять добавление, удаление, изменение и поиск записей, обеспечивая актуальность данных и простоту обслуживания.

Система TPC обеспечивает безопасность данных и соответствие операций за счет совершенного механизма управления правами доступа. Система следует принципу «минимальных прав», предоставляя пользователям разных ролей только минимальные права, необходимые для выполнения их обязанностей. Это значительно повышает конфиденциальность данных и снижает бизнес-риски от ошибочных действий.
Роль | Работа с ПО | Конфигурация ПО | Изменение параметров системы |
Оператор | ✅ | ❌ | ❌ |
Инженер/менеджер | ✅ | ✅ | ❌ |
Администратор | ✅ | ✅ | ✅ |


Функция пользовательского режима работы предоставляет пользователю гибкие возможности ручного управления, поддерживая независимую настройку параметров и точное регулирование всех компонентов системы автоклава. Данная функция предназначена для наладки оборудования, проверки компонентов и специальных технологических процессов, предоставляя пользователю высокую степень свободы операций.

Функция регулирования давления
Имеет двойной режим управления, поддерживает независимую работу впуска и выпуска воздуха. Пользователь может задать целевое значение давления и точно отрегулировать пропорцию выхода на впускном клапане. Система автоматически проверяет состояние затвора и сигналы безопасной блокировки, обеспечивая безопасность и надежность операций.
Модуль управления вакуумом
Обеспечивает однокнопочное управление вакуумным насосом, поддерживает задание пользовательского целевого значения вакуума. Предусмотрена функция независимого управления многоканальными вакуумными ветвями. Пользователь может выборочно активировать определенные вакуумные пути для удовлетворения разнообразных технологических требований.
Система охлаждения и сброса отходов
Интегрирует несколько способов охлаждения, включая циркуляционный вентилятор, основной охлаждающий клапан и чиллер. Оснащен интеллектуальным клапаном сброса отходов для удаления остаточной влаги. Циркуляционный насос горячей воды обеспечивает эффективную работу системы охлаждения и поддержание оптимального рабочего состояния оборудования.
Все функциональные модули используют наглядную индикацию состояния (красный – работа, зеленый – остановка). Интеллектуальный механизм взаимодействия гарантирует безопасность и стабильность системы, предоставляя пользователю гибкий и надежный опыт ручного управления.
Функциональные особенности и преимущества
Визуализация состояния
Все функции управления оснащены двухцветными индикаторами состояния (красный – работа, зеленый – остановка), обеспечивая наглядную обратную связь и удобный реaltime-мониторинг работы системы.
Защита с помощью безопасных блокировок
Все функциональные модули имеют встроенные механизмы безопасности, автоматически проверяющие состояние затвора, сигналы блокировок, расходомеры и другие ключевые параметры, гарантируя безопасность всех операций.
Гибкие возможности конфигурации
Пользователь может независимо задавать температуру, давление, вакуум и другие ключевые параметры в соответствии с технологическими требованиями, реализуя высокоиндивидуализированные режимы работы.
Функция пользовательского режима работы благодаря точным параметрам управления и интеллектуальным механизмам безопасности обеспечивает безопасное, гибкое и эффективное ручное управление, являясь идеальным инструментом для реализации специальных технологических процессов и наладки системы.
Режим работы предоставляет программу для настройки и запуска автоматического цикла отверждения. Благодаря полной настраиваемости данной функции программа может отличаться для разных клиентов.
Эти этапы включают подключение вакуума к изделию, ввод изделия, проверку целостности (тест на утечки, инспекция на месте и др.), а также любые другие этапы, которые клиент желает запрограммировать.

Интерфейс автоматического режима отображает следующую информацию:
Состояние работы: отображает текущее состояние процесса – «Остановлено» или «Работает».
Информация о процессе: отображает название и описание технологического процесса.
Информация о этапе: отображает текущий этап работы, например «Первый этап».
Описание этапа: отображает описание этапа, например этап охлаждения, этап нагрева, этап выдержки и др.
Общее время работы (мин): показывает прошедшее общее время работы в минутах.
Время работы этапа (мин): показывает прошедшее время текущего этапа в минутах.
Как настроить и запустить работу

Подготовка перед запуском
- Установка вакуума – ввод партии – выбор процесса – проверка датчиков – тест на утечки – проверка блокировок – запуск
Прошло проверку → Запуск работы
Не прошло проверку → Прерывание запуска
Управление во время работы
Ручная выдержка – Следующий этап – Предыдущий этап – Завершение работы

Image <6>Recipe interface
Что такое технологический процесс?
Технологический процесс — это пошаговая программа, которая автоматически воспроизводит этапы, необходимые для обработки или управления оборудованием. Шаги в технологическом процессе называются этапами. Каждый параметр в этапе называется параметром.
Информация о технологическом процессе
Информация о процессе включает название процесса, описание процесса, автора и время создания. Название процесса можно задать самостоятельно. Описание процесса представляет собой текстовое пояснение, рекомендуется указывать общую информацию о ходе процесса, а не просто повторять название. Автор и время создания фиксируют имя оператора и момент создания процесса.
Процесс создания нового процесса следующий: сначала последовательно вводится вся указанная информация о процессе; затем вводятся конкретные параметры каждого этапа; наконец, нажимается кнопка сохранения процесса, и полный процесс сохраняется на жесткий диск компьютера.

При загрузке нового технологического процесса в систему PLC обычно можно начать двумя способами: первый – создать новый процесс в операционном интерфейсе, второй – загрузить сохраненный файл процесса с помощью кнопки «Вызов процесса». Затем последовательно нажать кнопки «Установка шаг 1» и «Установка шаг 2», чтобы завершить передачу процесса в PLC.
Если требуется онлайн-изменить существующий в PLC процесс, можно напрямую скорректировать соответствующие параметры и информацию в системе, после чего нажать кнопку «Сохранить процесс» для сохранения обновленной версии на компьютере. Затем повторно загрузить этот процесс через «Вызов процесса» и последовательно выполнить «Установка шаг 1» и «Установка шаг 2», чтобы изменения вступили в силу.
Чтобы убедиться, что данные процесса успешно переданы в PLC, после завершения установки можно нажать кнопку «Предпросмотр процесса» для перехода в интерфейс предпросмотра и проверить текущее состояние процесса и конкретные данные в PLC.

Параметры технологического процесса
Время этапа (Min) Описание:
Время этапа определяет длительность этапа. Отсчет времени этапа начинается с момента запуска. По истечении заданного времени система автоматически переходит к следующему этапу.
Целевая температура (℃) Описание параметра:
Данный параметр задает целевую температуру для термопары управления воздухом. Целевое значение не зависит от текущего этапа и определяется только заданной скоростью изменения.
Скорость изменения температуры (℃/Min) Описание параметра:
Данный параметр определяет скорость нагрева группы температурного регулирования. Во время работы система стремится поднять температуру термопары управления (параметр AIR TC) до целевого значения (параметр температуры) с заданной скоростью.
Целевое давление (Bar) Описание параметра:
Данный параметр задает целевое давление для группы регулирования давления. Целевое значение не зависит от текущего этапа и определяется только заданной скоростью изменения.
Скорость изменения давления (Bar/Min) Описание параметра:
Данный параметр определяет скорость повышения давления для группы регулирования давления. Во время работы система стремится поднять заданное давление до целевого значения (параметр давления).
Вакуумное давление (Kpa) Описание параметра:
Данный параметр задает целевое вакуумное давление для группы вакуумного регулирования. Целевое значение не зависит от текущего этапа.
Тип этапа
Описывает тип технологического процесса: нагрев, охлаждение, завершение.Описание параметра:
· Если этап процесса — нагрев или выдержка после нагрева, выберите «Нагрев»;
· Если температура снижается или выдержка после охлаждения, выберите «Охлаждение»;
· Если процесс завершен, выберите «Завершение». (Примечание: Любой процесс должен заканчиваться типом «Завершение», иначе возникнет ошибка работы.)
Центр отчетности является основным модулем программного обеспечения и предоставляет пользователю централизованную платформу для формирования и анализа отчетов по данным. С помощью функции поиска пользователь может точно определить требуемый отчет. После нажатия система откроет диалоговое окно запроса для удобного ввода условий фильтрации.

Гибкая фильтрация и настройка данных
Для обеспечения точности и целевого характера отчетов программное обеспечение предлагает подробные параметры настройки.
Настройка таблицы: пользователь может установить флажок «Показать описание» и дополнительно задать описание точек отображения, чтобы сделать данные отчета более наглядными и понятными.

Настройка времени: возможно самостоятельно задать начальное время отчета, длительность и интервал времени, удовлетворяя потребностям анализа в различных временных масштабах.

Настройка исторических точек: позволяет пользователю выбирать конкретные точки данных из списка датчиков для детального извлечения информации.
Мощные возможности анализа данных
Программное обеспечение не только генерирует отчеты, но и интегрирует современную систему анализа данных, поддерживающую глубокий анализ технологических процессов автоклавов, печей и другого оборудования.

Экран анализа данных: после загрузки файла данных система сразу отображает ключевую информацию о запуске (дата, время, рецепт, изделие). Пользователь может дополнительно просмотреть отчеты о проверке целостности перед запуском, включая инспекцию на месте, проверку датчиков и т.д., для обеспечения надежности данных.
Многомерный просмотр данных
Экран числового отображения: предназначен для анализа цифровых данных. Пользователь может выбрать активные датчики, основной датчик или датчики конкретного изделия для просмотра. Система поддерживает расчет статистической информации по выделенному диапазону данных для быстрого анализа.
Экран отображения трендов: демонстрирует изменения данных в виде графических трендовых линий. Поддерживается выбор датчиков, масштабирование и перемещение области отображения. Пользователь может даже щелкнуть и перетащить трендовую линию для определения скорости и значения конкретной точки данных, наглядно анализируя динамику процесса.

Экран отображения аварий: четко классифицирует и отображает всю информацию во время работы (синий – обычная системная информация, зеленый – информация о ручном вмешательстве, красный – авария), помогая пользователю быстро локализовать проблемы.
Профессиональные и разнообразные типы отчетов
Программное обеспечение поддерживает генерацию множества профессиональных отчетов, удовлетворяя потребностям отчетности и аудита в различных сценариях.
Экран отображения рецепта: показывает фактический рецепт, использованный при запуске; если рецепт был изменен с авторизацией безопасности во время работы, отображается также исправленная версия, обеспечивая прослеживаемость процесса.
Полные варианты отчетов
Пакетный отчет: отображает все изделия и их полную информацию, включая подключенные термопары, источник вакуума, вакуумные зонды и результаты проверки на утечки перед запуском, подходит для общего обзора.
Numeric Report: Provides interval numerical data, with the option to print data from all sensors, a single product or main sensors.Числовой отчет: предоставляет данные в числовых интервалах, можно выбрать печать данных всех датчиков, отдельного изделия или основного датчика.
Отчет по трендам: представляет данные в виде графиков трендов, поддерживает отображение для всех изделий, отдельного изделия или основных датчиков.
Отчет по сообщениям: суммарно отображает все аварии и системную информацию.
Наглядная визуализация и интерактивность
Отчет со скриншотом экрана: система имеет встроенную функцию скриншотов, позволяет генерировать числовые отчеты и цветные отчеты по трендам, делая представление данных более наглядным.
Удобный вывод, печать и обмен данными
Экспорт данных: поддерживает однокнопочный экспорт отчетов или текущих числовых данных в файлы Excel или текстовые файлы с разделителями-запятыми, удобный формат для последующего офлайн-анализа или импорта в другие системы.
Печать: предоставляет функцию прямой печати для создания бумажных документов.
Система TPC может быть сконфигурирована по архитектуре с избыточными ПК. При двухуровневой конфигурации избыточности два ПК работают совместно, обеспечивая основную и резервную поддержку основного процесса управления. В данной конфигурации один ПК выступает как основной контроллер, другой – как резервный; одновременно второй ПК может служить как клиентская станция реального времени для мониторинга и программирования во время работы первого. В случае отказа одного ПК (что крайне редко) второй бесшовно возьмет на себя управление без вмешательства оператора.
Во время работы одного ПК все данные и конфигурации автоматически резервируются на втором ПК. Поэтому при переходе управления на второй ПК он полностью продолжит работу с прежними конфигурациями и записями данных. Результатом данного механизма избыточности является то, что даже если первый ПК никогда не отказывал, резервные записи данных каждого запуска всегда сохраняются на втором ПК.
Избыточность PLC
Для клиентов, требующих более высокого уровня избыточности, SINOMAC предлагает несколько вариантов аппаратной избыточности. Одно из решений – использование архитектуры PLC с избыточными процессорами и избыточными коммуникационными каналами, подключенными к каждому шасси PLC. Данное решение требует специализированного оборудования PLC и обычно приводит к увеличению стоимости системы управления. Для малых автоклавов или печей мы также можем предложить конфигурацию с полным резервным шасси PLC и процессором, которая автоматически переключится на резервную систему при отказе основного оборудования PLC.
Ручные регуляторы уставки и диаграммные регистраторы
Исходя из надежности двухкомпьютерной системы с избыточностью, SINOMAC обычно не рекомендует клиентам дополнительно использовать отдельные регуляторы уставки и диаграммные регистраторы. Данные устройства обладают ограниченными функциями, требуют сопряжения с основным PLC и не способны предоставить даже базовые высокоуровневые функции управления, реализуемые в ПК-системе. Кроме того, они влекут дополнительные ежегодные затраты на техническое обслуживание и калибровку. Поэтому в качестве решения с избыточностью мы обычно рекомендуем двухкомпьютерную систему уровня II, а не комбинацию регуляторов уставки и регистраторов.
Система TPC оснащена мощным и надежным алгоритмом управления температурой изделия, проверенным на протяжении 20 лет. Благодаря каскадному управлению, управлению скоростью и множеству механизмов ограничений система обеспечивает непревзойденную точность регулирования температуры изделия и скорости нагрева.
Каскадное управление
В систему интегрирован блок управления температурой изделия, использующий пропорциональный каскадный алгоритм: температура воздуха в автоклаве или печи устанавливается на определенную величину выше температуры изделия, чтобы вернуть температуру изделия на заданную траекторию. Каскадные параметры могут быть настроены в рецептуре под различные условия загрузки и конфигурации изделий.
Выбор точки управления температурой
Контроллер температуры позволяет программно выбрать объект управления: максимальную температуру, минимальную температуру, среднее значение или медиану; также поддерживается управление по заданному термопару изделия. Для сложных приложений система TPC может быть сконфигурирована для управления выбранной группой термопар на разных стадиях отверждения, особенно при отверждении крупных основных конструкционных элементов.
Защитные ограничения
Система TPC предоставляет настраиваемые ограничительные параметры: максимальная температура воздуха, максимальная разность температур воздух–изделие, а также ограничение изменения температуры воздуха относительно текущей заданной величины, гарантируя безопасность процесса.
Градиентное управление
Система поддерживает настраиваемый мониторинг и управление тепловым градиентом в реальном времени. Возможен контроль температурного распределения для отдельного изделия или всей загрузки; скорость нагрева регулируется таким образом, чтобы градиент не превышал заданного предела. Функция применяется в основном для авиационных деталей, таких как компоненты спутников, для предотвращения структурных напряжений из-за теплового градиента.
Управление скоростью
При стандартных условиях каскадное управление достаточно эффективно. При необходимости замкнутого управления скоростью система TPC оснащена продвинутым контроллером скорости, который регулирует процесс в реальном времени для поддержания стабильной скорости нагрева изделия. Алгоритм быстро реагирует на колебания скорости, вызванные экзотермическими реакциями или изменениями давления, обеспечивая стабильность процесса.
Система TPC генерирует полные записи данных во время каждого запуска, охватывающие всю информацию процесса: данные изделия, параметры рецепта, записи аварий и отчеты перед запуском.
Хранение данных
Система TPC использует сжатые двоичные файлы, называемые «файлами данных», как стандартный способ хранения. При начале каждого запуска система создает отдельный файл данных, в котором хранятся все рецепты, изделия, аварии и данные датчиков. После завершения запуска файл содержит всю информацию, необходимую для анализа и отчетности по процессу отверждения. В отличие от конкурентных решений, основанных преимущественно на базах данных, система TPC также может быть сконфигурирована для записи информации в базу данных, но мы считаем файлы данных более предпочтительным вариантом. Файлы данных имеют малый объем, удобны для архивирования и легко передаются партнерам, руководству или клиентам для анализа; содержимое баз данных же сложно напрямую извлечь и передать.
Запись полной информации
Во время цикла отверждения система TPC не только собирает данные о температуре, давлении и вакууме, но и записывает всю другую релевантную информацию: данные изделия, информацию о принадлежностях, отчеты о проверке целостности, записи аварий, а также полный фактически использованный рецепт. Файлы данных обладают 100% полнотой и предоставляют специалистам по качеству или инженерам всю необходимую информацию для последующего анализа и проверки процесса.
Поддержка удаленного архивирования
Обычно TPC сначала хранит данные на локальном жестком диске, а после завершения запуска передает их на удаленное хранилище. Этот способ стабилен и надежен, мало подвержен проблемам с клиентской сетью, клиент может настроить архивирование по собственному усмотрению.
Индивидуальная конфигурация
Система TPC обладает высокой гибкостью и способна удовлетворить практически любые индивидуальные требования клиента к сбору данных.
Интерфейс **диагностики I/O** помогает операторам и обслуживающему персоналу своевременно определять и устранять неисправности оборудования, снижая потери от остановок. При разрешении пользователя наше программное обеспечение предоставляет услугу **удаленной диагностики**: на основе записей состояния оборудования и заданных испытательных процедур система оценивает состояние устройства, предотвращая внезапные сбои и срывы производственного графика.
Система позволяет выбирать и сохранять различные технологии отверждения, отображать реальные и исторические тренды давления, вакуума и температуры; хранит все технологические данные и реализует **безбумажную регистрацию**, с возможностью построения рабочих кривых и отчетов по параметрам процесса.
Гибкость на основе объектно-ориентированного подхода
Система TPC обладает мощными объектно-ориентированными возможностями конфигурации, встроенным языком скриптов и функцией проектирования пользовательских экранов. Это предоставляет инженерам SINOMAC и разработчикам клиента полный набор инструментов для создания любых специализированных интерфейсов.
Advantages

Точное управление
Применяется уникальный контрольный алгоритм, который точно регулирует температуру и давление, подавляет перегрев температуры, снижает расход охлаждения и сжатого воздуха, а также уменьшает энергопотребление.

Простота технического обслуживания
Предоставляется мощный интерфейс технического обслуживания, открыты основные параметры, что удобно для прямого настройки оборудования и задания параметров, снижает зависимость от производителя и повышает эффективность технического обслуживания.

Безопасность и надежность
Обладает интеллектуальной способностью обработки неисправностей (например, исключение обрыва термопары, отключение при утечке вакуумного мешка и т.д.), гарантируя безопасную эксплуатацию и завершение технологического процесса при бесперсональном режиме.

Удаленная поддержка
Встроенный интерфейс диагностики I/O облегчает поиск и устранение неисправностей. При наличии авторизации предоставляется удаленная диагностика, анализируются эксплуатационные данные, предупреждаются потенциальные неисправности, предотвращается внезапная остановка и обеспечивается непрерывность производства.
Parameters
PLC + touch screen, supports air and mold temperature control (max, average, min), adjustable vacuum. Optional recorder and printer.
PLC + touch screen + industrial PC, supports air and mold temperature control (max, average, min), adjustable vacuum, automatic vacuum leak detection. Optional recorder and printer.
PLC + touch screen + redundant computer, supports air and mold temperature control (max, average, min), adjustable vacuum, automatic vacuum leak detection. Optional recorder and printer.
PLC + touch screen + computer + redundant instrument, supports air and mold temperature control (max, average, min), adjustable vacuum, automatic vacuum leak detection. Optional recorder and printer.
Related cases
View more +














Related products
View more +-

Brief Introduction to TPC Control System
TPC software is a dedicated control system for autoclave composite curing, based on the Microsoft Windows platform. Developed by SINOMAC by integrating the strengths of various domestic and international control systems, it is highly popular among customers. The system comes with essential functions, including user permission login, component sensor selection, curing curve process setting, recall, saving and printing, automatic and manual process execution, real-time data monitoring, recording, saving and printing, alarm, quality analysis, and report generation. Since its launch, the TPC control system has been updated annually to meet the evolving requirements of the composite industry. With reliable performance and powerful functions, it is a trustworthy application solution for customers.
-
Описание продукции
Программное обеспечение TPC — это система управления для отверждения композитных материалов в автоклавах, разработанная на платформе Microsoft Windows. Она создана компанией SINOMAC на основе лучших практик отечественных и зарубежных систем управления и пользуется большой популярностью у клиентов.
Система поддерживает авторизацию пользователей, выбор датчиков, задание, вызов, сохранение и печать технологических кривых отверждения, автоматическое и ручное управление процессом, мониторинг, регистрацию, сохранение и печать данных в реальном времени, сигнализацию, анализ качества и формирование отчетов.
Система TPC ежегодно обновляется для соответствия меняющимся требованиям композитной отрасли. Она надежна, функциональна и является надежным решением для клиентов.
-

TPC System Design & Development
The TPC software is a Microsoft Windows-based control system exclusively developed for composite curing in autoclaves. R&D by SINOMAC, it integrates the advantages of various domestic and international control systems and is a highly popular solution among customers. The system features core functions including user permission login, component & sensor selection, curing curve process setting/calling/saving/printing, automatic/manual process execution, real-time data monitoring/recording/saving/printing, alarm notification, quality analysis and report generation. Updated annually since its launch to meet the evolving demands of the composite industry, the TPC control system is a reliable, high-performance solution customers can trust.
Полноценная система услуг защищает ваши интересы
View more +В SANNUO (SINOMAC) мы обещаем клиентам:
12месяцев
Бесплатный ремонт в течение
24часа
Горячая линия на
365дни
без выходных круглый год

Консультация по подбору

онлайн-ремонт

оригинальные комплектующие

монтаж и настройка
SINOMAC Strength
View more +SINOMAC стремится предоставить передовые комплексные решения по автоклавам
Чжаньчжоу Саннуо Машиноснасточная Технологическая Компания расположена в родине котлов Китая — Чжаньчжоу, провинция Цзянсу. Это технологическое предприятие, специализирующееся на предоставлении эффективных и энергосберегающих автоклавов, сопутствующего производственного оборудования и интеллектуальных производственных решений. Основное оборудование, разработанное и произведенное компанией — автоклав, его технология занимает лидирующие позиции в стране, а области применения охватывают отверждение композитных материалов, склеивание безопасного ламинированного стекла, упаковку солнечных модулей, карбонизацию дерева, вулканизацию резины, синтез химических сырьевых материалов и другие области.
Мы ориентируемся на глобальный рынок. Чтобы удовлетворить требования различных клиентов, наши продукты могут производиться в соответствии со стандартами ASME, PED, AD-2000 и другими, при этом предоставляются сертификаты и коды для обеспечения их качества и безопасности. В настоящее время автоклавы экспортируются в США, Канаду, Россию, Австралию.
Need more information?
01 Provide Requirements
02 Phone Coordination
03 Custom Solution
